

单螺杆挤出机加工新能源材料,这些工艺选项值得评估
新能源材料加工关注哪些工艺细节
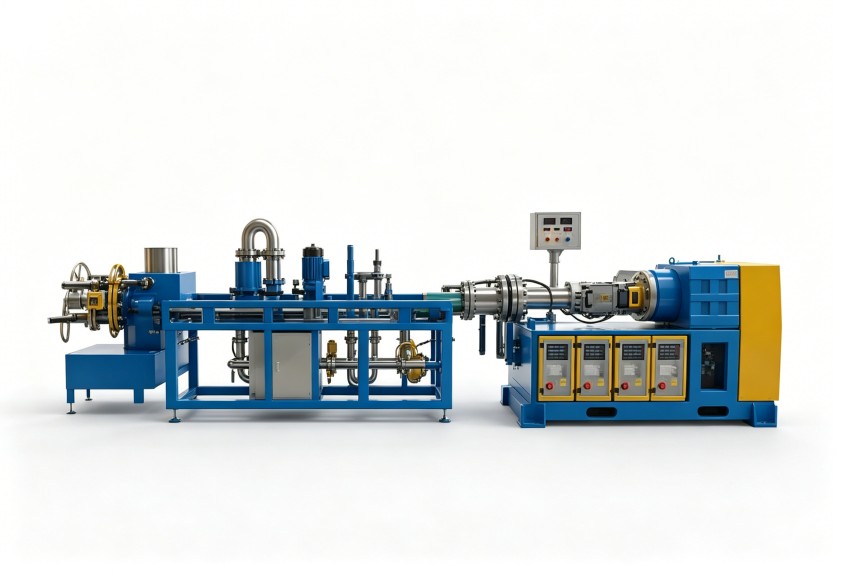
做橡塑设备这么多年,我们接触到不少新能源领域的加工客户,像隔膜浆料、电极粘结剂、导热硅胶这类新能源材料的高效加工,对混炼与挤出设备的要求是比普通物料高不少的,不少企业在升级产线的时候就发现,原先用的通用机型加工这类材料,产量波动大,能耗也高,后续要做的维护工作还很多,要把这些问题解决掉,就可以从设备结构、螺杆组合和温控逻辑三个方面,重新考量单螺杆挤出机的选型工作。
设备结构对物料分散效果的决定性作用
新能源材料普遍带有高粘度、高填充或者高含量溶剂的特点,这对单螺杆挤出机的剪切能力与输送效率也提出了很明确的要求。
一般来说长径比数值越大,物料在机筒内停留的时间就越长,对塑化与混合工序是有利的,但数值要是过大的话,也会额外增加剪切热和整体能耗,加工新能源材料的话,通常推荐长径比在28:1至36:1之间,不同的材料还需要匹配不同的螺杆头设计,比如用于高填充材料的销钉型或屏障型螺杆头,就能避免材料在末端堆积或者出现分解的情况。
螺杆组合的行业意义大于通用参数
传统塑料加工的场景下,单螺杆多数采用的是渐变型或突变型螺杆,但碰到PVDF浆料、NMP溶剂基混合物这类新能源材料的时候,物料的粘度变化范围很大,单一截面设计很难同时兼顾输送、压缩与混合三个阶段的需求。

调整螺杆组合的时候,我们可以先尝试捏合块与齿形盘的搭配,通过增减捏合块的具体数量,调节设备的剪切强度,也可以调整螺旋升角与螺槽深度的配合关系,浅螺槽更适配高粘度物料,深螺槽就更适合低粘度体系,还能引入特殊屏障段,用来管控物料温度,避免局部过热导致材料分解。
温度控制的精准度直接影响产品一致性
新能源材料对热历史极为敏感,温控系统的响应速度和控制精度,比普通橡胶或塑料的要求高出不止一个量级,常见的温度异常表现有不少,熔体温度波动≥±5℃的时候,会导致出料不均,产品硬度或厚度也会出现偏差,机筒分区温度与实际设定值偏差过大的话,还可能引发材料氧化或鼓泡。
利拿实业在制造挤出设备时,采用的是分段式PID温控系统,还搭配了多段冷却水道设计,能把各区温控精度控制在±1.5℃以内。
生产管理与维护的隐性成本
单螺杆挤出机的日常维护重点,一般都放在螺杆与机筒的磨损管理上,新能源材料中常含有陶瓷粉、金属粉这类高硬度填料,会对螺杆表面造成明显的磨损,选用合适的耐磨材质,就可以显著延长设备的使用寿命,氮化钢渗氮处理的配置,适用于中等磨损工况,双合金双金属衬套的配置,适用于高填充、高硬度物料的加工场景,特殊表面涂层工艺,适用于腐蚀性与磨损问题同时存在的工况。

平时要定期检测螺杆外径与机筒内径的间隙,一旦间隙达到0.5mm以上,挤出效率和产品质量都会出现明显下降。
利拿实业可根据您的实际需求,提供全流程非标定制化的橡塑混炼成型解决方案,如您正在评估新能源材料加工产线,欢迎与我们技术团队交流实际工况与物料特性,获取更贴合实际的方案建议。
